Elevator wire rope is a key component for ensuring safe operation. Selection must consider factors such as elevator type, speed, and structure to ensure compliance with relevant standards and actual requirements. Elevator wire rope types include: traction wire rope, speed governor wire rope, and compensating wire rope.
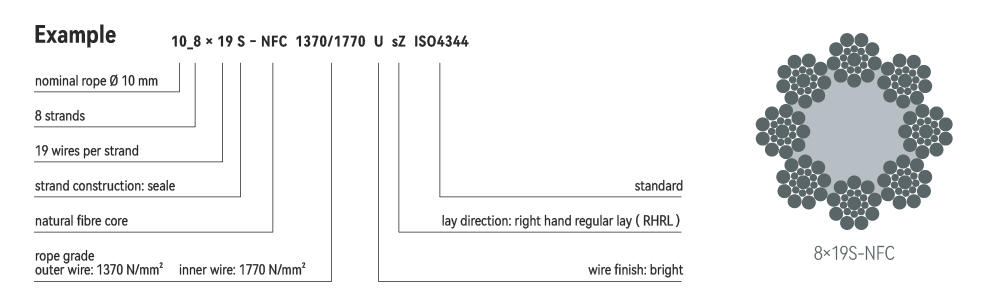
For low speed elevators (lifting speed ≤ 2.0 m/s), 8×19S-NFC is recommended. The rope core is made of natural sisal, which offers excellent oil storage, support, and corrosion resistance.
For medium and high speed elevators (lifting speed > 2.0 m/s), the custom-made 8×19S-NFC or 8×19S-CSC (a steel and fiber composite rope core) can be used.
For high speed elevators (lifting speed > 3.0 m/s), the 8×19S-IWRC or 8×19S-CSC is recommended.
For super high speed elevators (lifting speed > 5.0 m/s), the 9×19S-IWRC or 9×19S-CSC is recommended.
For low-rise elevators (travelling height ≤ 80 m), the 8×19S-NFC is recommended.
For mid-rise elevators (travelling height ≤ 150 m), the 8×19S-NFC or 8×19S-CSC is recommended.
For high-rise elevators (travelling height ≤ 200 m), the 8×19S-IWRC or 8×19S-CSC is recommended.
For super high-rise elevators (travelling height > 200 m), the 8×19S-IWRC or 8×19S-CSC is recommended. 9×19S-IWRC or 9×19S-CSC
According to national standards, elevator wire rope must have sufficient redundancy:
Three or more steel wire ropes: safety factor ≥ 12.
Tow or more steel wire ropes ≥ 16.
This mean even in the event of an accident, the remaining steel wire ropes are sufficient to hold the car and prevent it from falling.
| tensile strength of outer wire | Sheave hardness[HB] |
| 1370 | 200-230 |
| 1570 | 220-240 |
| 1620 | 230-250 |
| 1770 | 240-260 |
Steel wire ropes are typically composed of wires, strands, and a core.
8-strand elevator rope: compared to 6-strand elevator rope, it offers better flexibility and is commonly used for elevator traction ropes. For example, 8×19S-NFC and 8×19S-IWRC
6-strand rope: offers greater abrasion resistance. While some older elevator models use 6-strand steel wire ropes for traction, it is primarily used for over-speed governor ropes. For example, 6×19S-SFC and 8×19S-SFC
Seale strand: features a thicker outer layer of steel wires for increased abrasion resistance and a thinner inner layer for enhanced flexibility; this is currently the mainstream choice of most elevator manufacturers
Warington strand: features two types of outer steel wires, with the thicker wires located in the grooves of the inner wires, and the thinner wires positioned between the two thicker wires. It is more flexible than the seale strand, but its abrasion resistance is not as good.
Preferred wire ropes are 6×19S-SFC or 8×19S-SFC. These ropes use a synthetic fiber core (PP). This structure offers excellent flexibility, support, and impact cushioning. The minimum diameter should be no less than 6mm, ensuring strength and durability while minimizing the risk of breakage due to wear.
Preferred wire ropes are 6×29F-SFC and 6×37M-SFC. These offer excellent flexibility and fatigue resistance. Common single-strength strengths are 1570MPa, 1770MPa (European and American elevators), or 1620MPa (Japanese and Korean elevators). These are primarily used in medium- and high-speed elevators, replacing compensating chains to reduce noise and improve the ride experience.
Elevator wire ropes should be thoroughly inspected every six months (more frequently if used for more than 3 years).
Observe the following items:
1. wear: A 7% reduction in diameter indicates the rope should be scrapped.
2. broken wires: Check if the number of broken wires is within the allowable limit.
3. corrosion and deformation: Observe for twisting, wavy deformation, or severe corrosion. If obvious rust is found, maintenance should be performed using elevator rope care oil.